
Polymaker PolySonic PLA : la qualité dans la rapidité
Ces dernières années, nous avons assisté à des changements assez radicaux dans la vitesse d'impression 3D. Mais peu de choses ont été faites pour adapter les filaments aux spécifications des imprimantes à grande vitesse. Nous avons maintenant des imprimantes qui peuvent facilement effectuer des mouvements d'impression de plus de 500 mm/s, et nous utilisons pourtant toujours du PLA tout à fait classique pour cela. Le PLA ordinaire ne fonctionne malheureusement pas toujours bien à des vitesses d'écoulement élevées.
Notre ecoPLA peut imprimer sans problème à 500 mm/s. Toutefois, "500 mm/s" ne signifie pas toujours la même chose. De nombreuses imprimantes peuvent imprimer à 500 mm/s tant que le modèle n'est pas trop complexe. Pour les modèles complexes avec de nombreux mouvements d'impression ou des formes abruptes, la capacité d'accélération de l'imprimante limite la vitesse maximale atteignable afin de garantir une qualité correcte.
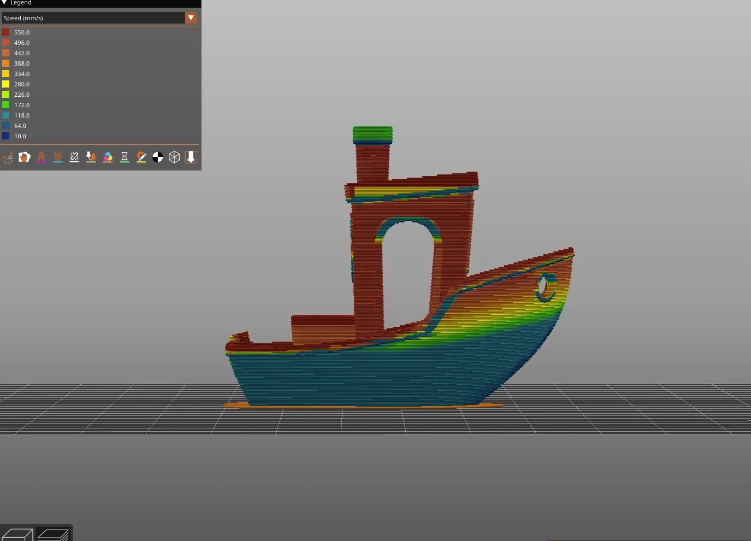
Cette image illustre bien ce phénomène : nous avons ici le Benchy classique avec une vitesse maximale de 550 mm/s. Tout ce qui est en rouge se fait à la vitesse maximale, mais nous avons limité la vitesse sur d'autres parties pour des raisons de qualité. Vous remarquerez la couleur bleue plus présente sur les parties en porte-à-faux, lesquelles causent souvent des problèmes de qualité. Les parties imprimées sur les bords ne sont pas complètement stables et le refroidissement doit les consolider le plus rapidement possible pour les immobiliser immédiatement, avant la couche suivante. L'objectif ici était justement de réduire la vitesse à certains endroits pour un refroidissement approprié des parties les plus sensibles.
Si votre imprimante limite la vitesse car elle ne peut pas gérer de fortes accélérations, vous pourrez alors peut-être constater des modifications similaires de la vitesse, avec un ralentissement aux angles et aux porte-à-faux.
Voici ce qu'une vitesse trop élevée peut faire à notre Benchy bien-aimé :

Un autre problème peut résulter de ces différences de vitesse. Plus le filament reste longtemps dans le hotend (c'est-à-dire lorsque les vitesses sont faibles), plus il peut absorber de chaleur du bloc chauffant. Si c'est une bonne chose en termes de flux, cela entraîne également un effet intéressant : un filament plus chaud a un aspect plus brillant, alors qu'un filament plus froid aura un aspect plus mat. Et lorsque ces effets se combinent, il peut en résulter un effet rayé, que l'on peut appeler "peau de requin" (shark skin) sur l'impression finale, et qui n'est pas très esthétique. L'image suivante montre clairement ce phénomène, avec une moitié imprimée à 100 mm/s et l'autre à 500 mm/s, l'une est brillante et l'autre mate, créant un contraste évident.

Nous savons donc maintenant que les vitesses élevées peuvent affecter le résultat de l'impression en ne laissant pas suffisamment de temps au filament pour refroidir et en créant des artefacts disgracieux lorsque les vitesses élevées ne sont tout simplement pas possibles en raison de la géométrie du modèle.
En général, le PLA n'est pas un filament facile à refroidir. Peu de filaments ont ce problème. Avec du PLA, matériau le plus utilisé depuis la popularisation de l'impression 3D, le refroidissement doit être de 100 %, contrairement au PETG, à l'ABS, à l'ASA et à d'autres matériaux qui nécessitent tout au plus 50 % de refroidissement ou, dans certains cas, pas de refroidissement du tout.
La solution la plus évidente est alors un meilleur système de refroidissement. Mais comme les imprimantes à haute vitesse, par définition, n'apprécient guère le poids supplémentaire qu'apportent les composants mobiles (ventilateurs supplémentaires ou plus puissants), cela n'est pas toujours avantageux. Certaines imprimantes disposent désormais de ventilateurs sur le châssis plutôt que sur la tête d'impression afin de réduire la masse en mouvement. La gamme Neptune 4 a des ventilateurs sur l'axe Z, qui ne se déplace que lors des changements de couche. D'autres imprimantes comme les imprimantes Voron ajoutent parfois des ventilateurs CPAP, de puissants ventilateurs à distance qui dirigent l'air vers la tête d'impression. Ces dispositifs restent néanmoins assez rares et la plupart des imprimantes ont toujours des ventilateurs sur la tête d'impression. Aussi, même avec des ventilateurs supplémentaires, il y aura au final toujours une limite à l'efficacité qu'ils peuvent avoir.
Qui plus est, le refroidissement n'est pas la seule problématique : les vitesses variables qui provoquent l'effet rayé sur une pièce imprimée reste une complication.
Que pouvons-nous donc faire de plus ? Que penser d'un filament modifié qui pourrait être refroidi plus facilement et plus efficacement et dont le changement de teinte ne serait pas perceptible en fonction des différentes vitesses d'extrusion ? Il semblerait que nous disposions désormais d'un tel matériau.
Polymaker PolySonic PLA
Le nouveau PolySonic PLA de Polymaker est adapté à un débit élevé. Il peut imprimer jusqu'à 29 mm³/s. Avec une buse de 0,4 mm, cela correspond à une vitesse d'impression jusqu'à 500 mm/s pour une hauteur de couche de 0,14 mm ou moins. Si votre objectif est une impression de qualité à haute vitesse, c'est probablement le filament qu'il vous faut.
Pour commencer, le PLA PolySonic est un filament à haut débit, qui fond rapidement dans le hotend. En effet, le filament doit fondre le plus rapidement possible et réduire sa viscosité afin notamment de minimiser les pertes de pas du moteur. D'autre part, s'il peut absorber rapidement la chaleur, il peut aussi la dissiper plus rapidement, rendant son refroidissement plus facile. Il existe certes d'autres filaments à haut débit, mais les filaments PolySonic sont conçus pour une qualité élevée à grande vitesse, tout en éliminant l'effet "peau de requin".
Nous l'avons testé sur notre Anycubic Kobra 2 Pro, une imprimante qui peut imprimer jusqu'à 500 mm/s avec une accélération de 20K, très impressionnante, surtout en considérant son prix.
Nous avons voulu pousser ce filament à l'extrême et avons pu imprimer un benchy de qualité assez correcte en 13 minutes. Il faut dire que nous avons vraiment poussé cela au maximum, avec un débit de 30 mm³/s, juste au-dessus de la limite - voir ici.
Nous avons également testé un changement conséquent de vitesse du filament pour montrer sa capacité à éliminer l'effet "peau de requin". En voici le résultat.

Comme précédemment, la première moitié a été imprimée à 100 mm/s et l'autre à 500 mm/s. Absolument aucune différence d'aspect n'est à constater.
Nous avons également décidé de faire un test plus réaliste sur la Kobra 2 Pro avec ce filament, et avons donc paramétré le benchy à nouveau afin d'éliminer tous les artefacts visibles du test de vitesse précédent. L'impression a été réalisée en 16 minutes et nous avons obtenu ce résultat. Pas de peau de requin, de bons porte-à-faux, de bons surplombs, une belle cheminée droite, pas mal du tout. Voir l'impression complète ici.
Si vous souhaitez obtenir les mêmes résultats sur votre Kobra 2 Pro, nous avons rassemblé pour vous les paramètres complets dans le tableau ci-dessous.
Paramètres Prusa Slicer pour le benchmark à haute vitesse sur la Kobra 2 Pro avec le Polymaker PolySonic PLA :
| Layer height | 0.25 mm |
| First layer height | 0.28 mm |
| Périmeters | 2 |
| Horizontal Shells | 2 |
| Infill | 5 % Gyroid |
| Speed | 400 mm/s |
| Dynamic Overhang Speed | Bridges 100 % 25 % Overlap : 2 % 50 % Overlap : 20 % 75 % Overlap : 40 % |
| Travel | 500 mm/s |
| First Layer Speed | 400 mm/s |
| Max Print Speed | 500 mm/s |
| Nozzle Temperature | 205C |
| Bed Temperature | 60C |
| Cooling | 100 % |
| Slow down if layer print time is below | 0 |
| Min. Print Speed | 350 mm/s |
| Custom G-Code | Layer 107 : M220 S40 Layer 139 : M220 S60 Layer 163 : M220 S20 |
Produits correspondants
-

Anycubic Kobra 2 Pro
- Processeur dual-core Cortex-A7 1,2 GHz
- Extrudeuse Dual Gear Direct Drive
- Double axe Y et Z
-

Polymaker PolySonic PLA Blanc, 1,75 mm / 1000 g
- Filament à grande vitesse
- Extrusion rapide
- Excellente adhérence des couches
-

Polymaker PolySonic PLA Gris, 1,75 mm / 1000 g
- Filament à grande vitesse
- Extrusion rapide
- Excellente adhérence des couches
-

Polymaker PolySonic PLA Rouge, 1,75 mm / 1000 g
- Filament à grande vitesse
- Extrusion rapide
- Excellente adhérence des couches
À lire sur notre blog:
- Configurer le firmware Marlin et le faire fonctionner !
- Vidéo YouTube : The Biggest 3D Printer We’ve EVER Assembled (And It’s Fast!)
- Guide des buses d'imprimante 3D
- Maximum Volumetric Speed (MVS) : imprimez plus vite sans sous-extrusion !
- Temperature Tower dans OrcaSlicer : dites adieu au stringing et aux couches fragiles
3DJake, c'est par exemple:
-
France : Livraison standard gratuite à partir de 54,90 €
-
Retour
gratuit Plus de 10.750 articles
Nous expédions vers
plus de 40 pays
